
La pompe ACFI de la 241P9
Déposée et mise soigneusement de côté dès le début de nos travaux, nous savions qu’il y aurait une réparation importante à effectuer sur l’un de ses cylindres fendu par le gel, mais rien ne pressait…
Cette année parallèlement à nos autres postes du chantier, nous venons de démarrer sa restauration.
Son rôle : pomper l’eau froide du tender pour l’envoyer dans les ballons réchauffeurs et en même temps aspirer cette eau réchauffée pour l’injecter dans la chaudière. C’est un moteur à vapeur central qui actionne l’ensemble.
Une pompe ACFI (pour société Auxiliaire des Chemins de Fer et de l’Industrie) est caractérisée par 4 nombres : 3 principaux ainsi que la longueur de course. La nôtre est ainsi une :
300-203-203 course 230.
{kind=link}
300 est le diamètre en millimètres du cylindre moteur (central) et 203 les diamètres égaux des cylindres eau froide et eau chaude de chaque côté.

Il est à noter que ce type de pompe a équipé la 232U1 et également les 150P.
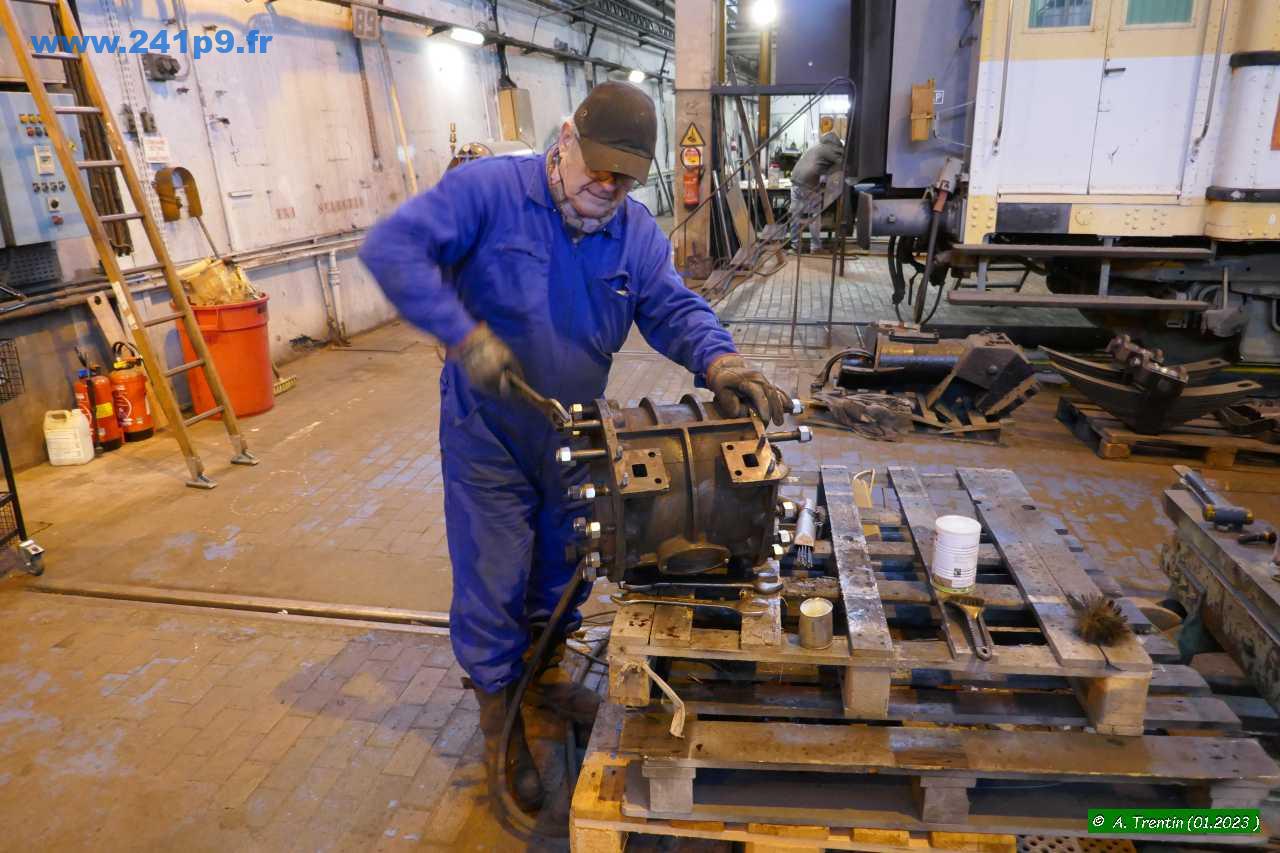
Vue d’ensemble par-dessous de la pompe déposée :
Détail du cylindre Eau Froide fissuré, sans doute dû à une mauvaise vidange lors du dernier remisage de la machine :

1 – Il est alors décidé d’envoyer cette pièce chez Lucato Termica (Italie) société que nous connaissons bien et qui travaille avec un spécialiste de la soudure sur fonte.
La pièce est ainsi chauffée vers 800°C après démontage de tous ses organes auxiliaires. La fissure est rouverte, assainie, puis emplie de poudre de fonte.
Opération aujourd’hui terminée et contrôlée par ressuage, le cylindre en question est déjà revenu à Toulouse :


2 – Démontage du distributeur vapeur du cylindre moteur : vue du piston avec ses segments (fonte) en l’état avant nettoyage :


Aperçu de la chemise du distributeur :

3 – Le corps d’axe de la pompe recevant le piston moteur central ainsi que ceux des deux pompes eau chaude et froide est démonté pour révision complète. Les segments en ébonite des pistons des pompes seront à changer.

Extrémité de la tige axiale portant le piston de l’une des pompes. On distingue les segments en ébonite encore en place.
La tige des pistons a subi l’usure du temps et sa cote est en défaut au niveau des presse-étoupes : elle est actuellement en cours de rechargement auprès de la société SADLER à Pau. Société que nous connaissons bien aussi, elle qui a restauré les faces d’appui de nos boites d’essieux moteurs.
La surface sera donc délardée et remétallisée par projection au carbure de tungstène, ce qui évite un traitement de cémentation pouvant déformer la tige.

Les deux corps de pompes sont désolidarisés, on commence par extraire leurs pistons respectifs aux extrémités de la tige axiale.
Puis la tige portant encore le piston central du moteur à vapeur est extraite à son tour.

Désolidarisation du piston moteur et de la tige.
4 – Nettoyage et rodage en vue du remontage des clapets et organes annexes du corps de pompe réparé :
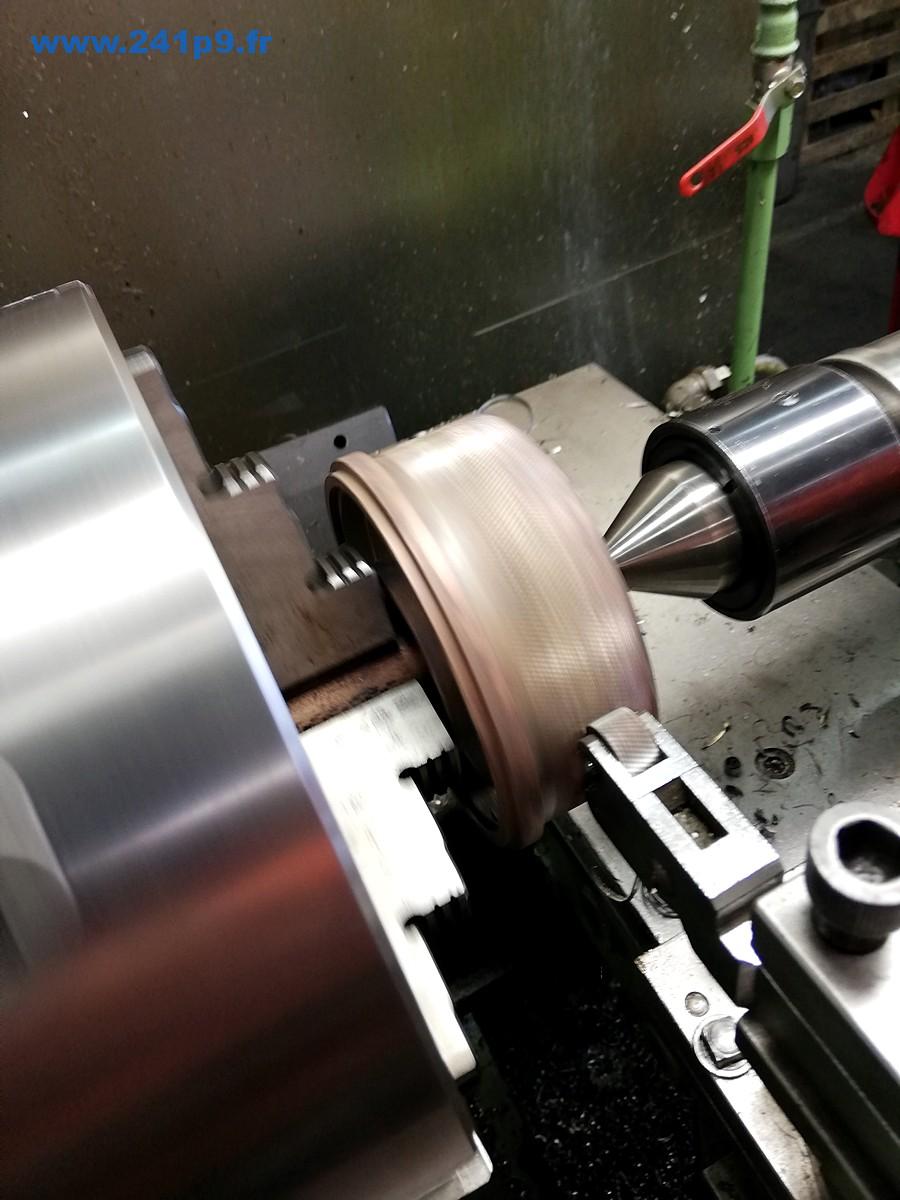
Moletage des corps de clapets d’admission/refoulement en bronze pour une meilleure accroche lors du remontage dans le support. Ils seront également montés avec un produit d’étanchéité.


Nettoyage et remplacement de tous les écrous de fixations.
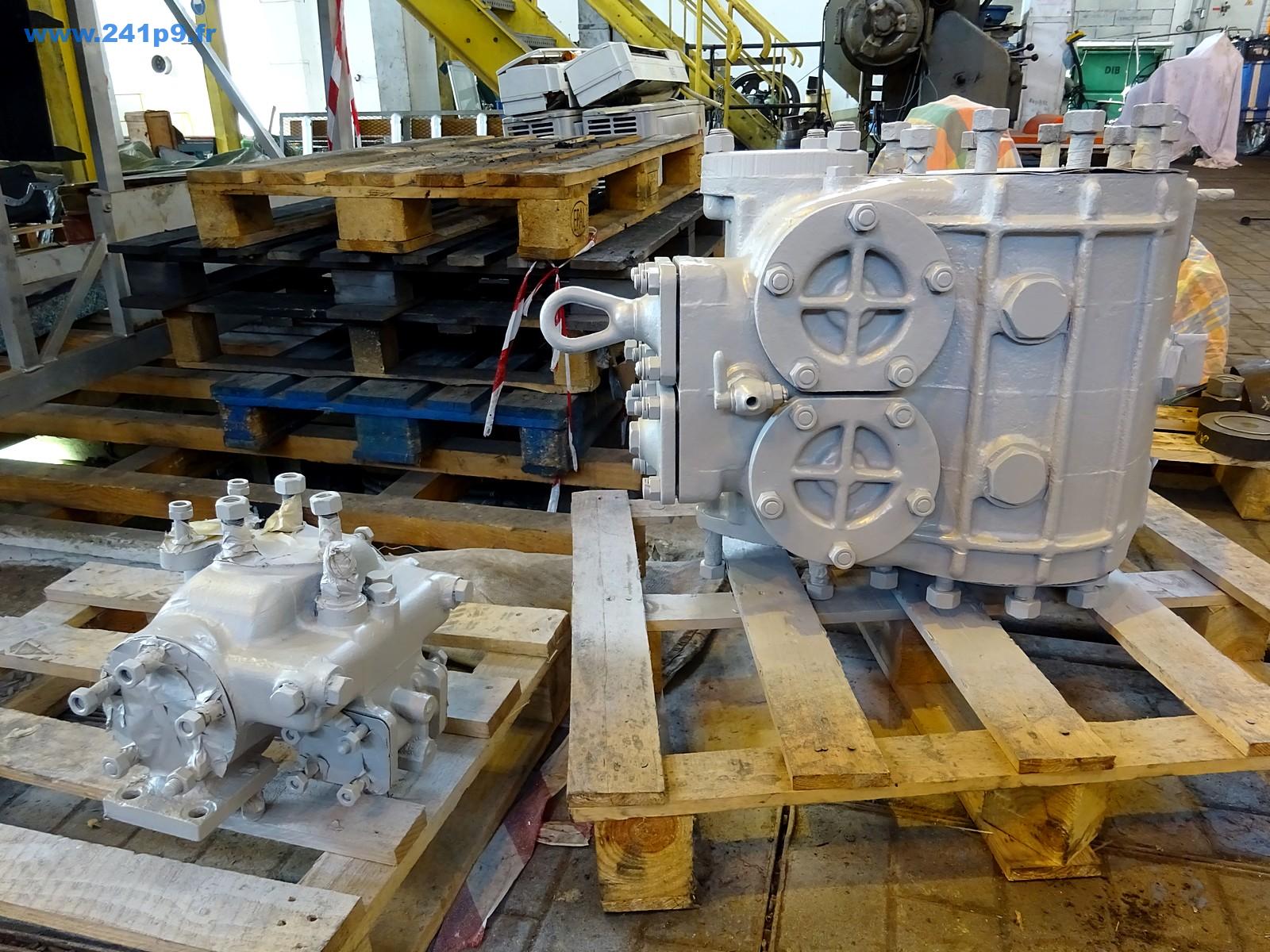
Les corps de pompes et le distributeur sont déjà apprêtés pour la finition extérieure.

La suite de cet article vous rapportera le remontage final. À suivre…